
5‑Axis CNC Machining for Pump Impeller Parts
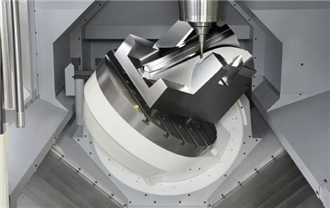
Date:2026-06-24Article editor:Starting Point PrecisionViews:16Pump impellers frequently feature twisted blades with varying rake angles, splitter vanes, and tight radius fillets at the hub. Reproducing these intricate 3D contours requires a machine that dynamically adjusts tool orientation while traversing the blade surface. 5‑axis simultaneous machining ensures the cutter’s effective cutting edge remains tangent to the complex spline at every contact point, which eliminates the “stair‑step” effect common in 3‑axis milling – an effect that often necessitates extensive hand blending and risks altering the hydraulic profile. Furthermore, 5‑axis technology allows a shorter, stiffer tool to reach deep cavities (up to 6× the tool diameter) by tilting the head or rotary table, maintaining a consistent chip thickness and drastically reducing harmful chatter vibrations. This capability directly preserves the fidelity of the original CFD‑optimized design, improving real‑world pump efficiency and reducing turbulence‑induced erosion over the component's lifespan.

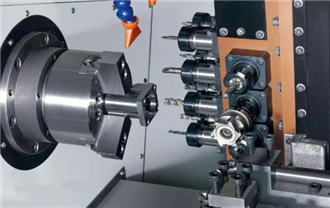
Impellers are commonly machined from stainless steel (e.g., 17‑4PH), duplex alloys, titanium, or nickel‑based superalloys (Inconel 718). Each material presents unique challenges – work hardening, tool wear, and heat generation. Advanced 5‑axis machines with high‑pressure coolant through‑spindle and adaptive feedrate control overcome these hurdles. For example, Start Precision utilizes specialized carbide tooling and dynamic toolpath strategies to machine Inconel impellers with consistent chip load, minimizing burr formation and extending tool life.
Effective 5‑axis impeller machining relies on advanced CAM software that supports swarf machining (using the side of the tool for flanks) and point‑milling (ball‑nose tools for complex splines). Modern toolpath generators like NX CAM or HyperMill incorporate collision avoidance and machine kinematics simulation. For deep‑narrow channels, a tapered ball end mill with a 5‑degree tilt angle prevents tool shank interference. External resources such as the Machining Cloud provide cutting‑data libraries that optimize feed/speed parameters specifically for impeller alloys – a valuable reference for process engineers.
After machining, impellers undergo rigorous inspection using CMM (coordinate measuring machines) and optical scanners. 5‑axis machines with built‑in probing allow in‑process measurement of blade thickness and runout, enabling real‑time compensation. Start Precision integrates Renishaw probing systems and reports full dimensional compliance to ISO 1940‑1 balance grades. A typical inspection report includes blade‑to‑blade angular spacing, hub concentricity, and leading‑edge radius – all critical for hydraulic performance.
While 5‑axis machines have higher hourly rates, the overall part cost often decreases due to eliminated fixtures, reduced setup time, and lower rework. For small‑batch production (10–50 pieces), 5‑axis machining is highly competitive. For high‑volume runs, the repeatability ensures every impeller matches the master CAD model within microns.
A leading marine propulsion manufacturer needed a 12‑blade mixed‑flow impeller (diameter 450 mm) in duplex stainless steel. Using 3‑axis machining, they faced 18 hours of cycle time, frequent tool changes, and a 15% scrap rate due to surface mismatch between setups. By switching to 5‑axis simultaneous machining with a single clamping operation, the cycle dropped to 11 hours, scrap fell below 2%, and the final blade surface deviation was reduced from 0.12 mm to 0.03 mm. The project was delivered two weeks ahead of schedule – a clear testament to 5‑axis capability.
For reliable 5‑axis machining of pump impellers in exotic alloys, partner with an experienced shop that combines advanced equipment with deep process knowledge. Explore capabilities and request a quote at Start Precision – your one‑stop source for precision impeller solutions.
Q1: What is the maximum size of impeller that can be machined on a 5‑axis CNC?
It depends on the machine’s work envelope. Typical vertical 5‑axis mills handle diameters up to 800 mm and heights of 500 mm; larger gantry‑type machines can accommodate impellers over 2 meters for hydroelectric pumps.
Q2: How do you minimize tool deflection when machining deep‑blade impellers?
Use stub‑length carbide tools with variable helix angles, apply trochoidal milling for roughing, and maintain a tool overhang‑to‑diameter ratio below 4:1. High‑pressure coolant also reduces cutting forces.
Q3: Can 5‑axis machining produce a mirror‑finish impeller without secondary polishing?
Yes – with proper tool selection (e.g., diamond‑coated ball end mills), ultra‑fine stepovers (0.05–0.1 mm), and high spindle speeds (15,000–20,000 RPM), surface finishes below Ra 0.4 μm are achievable, often eliminating hand polishing.
Q4: What are the typical lead times for a custom 5‑axis impeller prototype?
From CAD‑to‑part, including CAM programming and setup, a single prototype (≤300 mm diameter) can be completed in 5–7 working days. Production runs scale with quantity – consult Start Precision for detailed scheduling.



Add: Building 3No.277 Zhen'an Middle Road, Chang'an Town,Dongguan,Guangdong, China
Tel:+86-769-82855591
Copyright © 2019 All Rights Reserved Dongguan Start Precision Technology Co., Ltd. Tel: +86-769-82855591
Add: No. 277 Zhen'an Middle Road, Chang'an Town, Dongguan, Guangdong, China
 中文版
中文版 English
English